













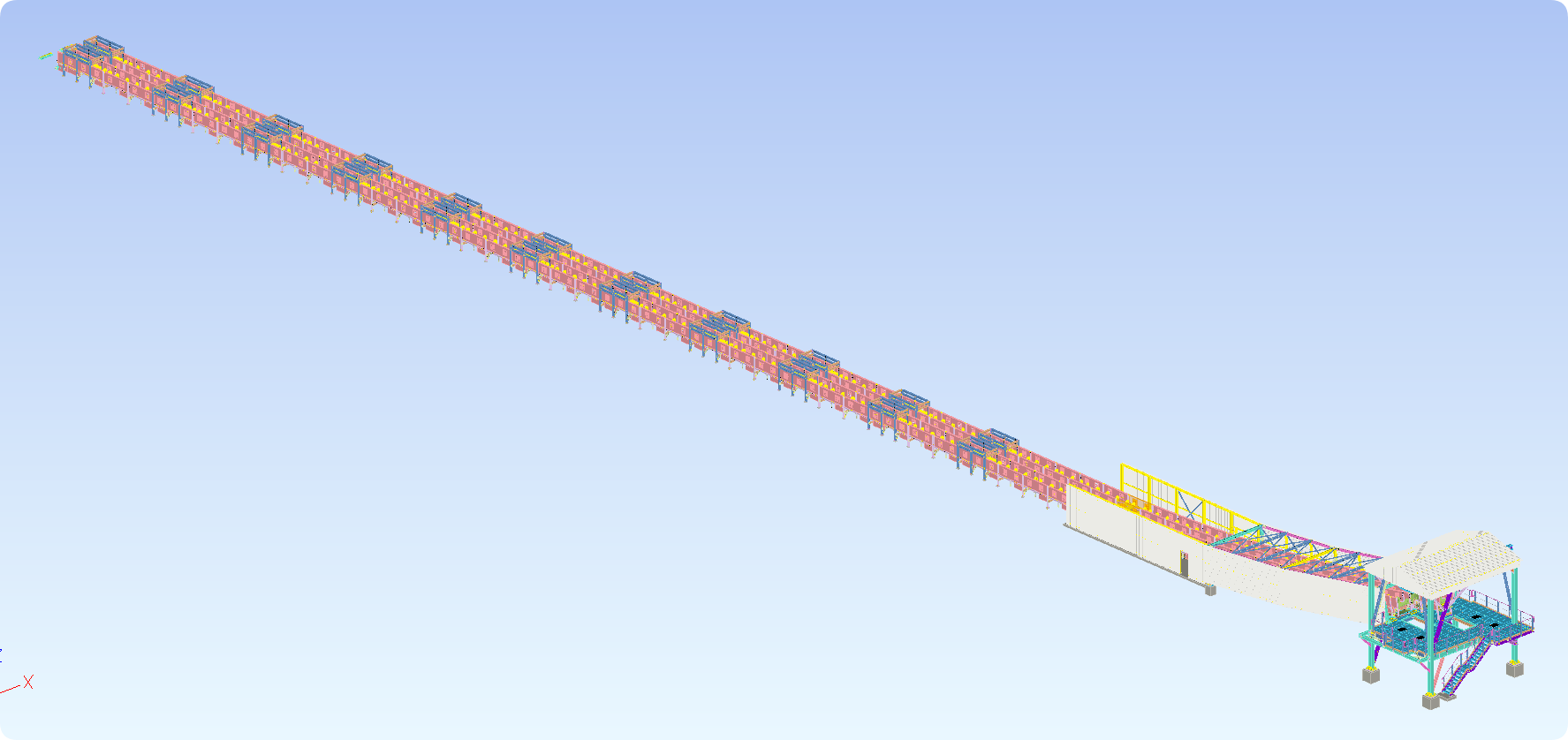

Система транспортировки стальных конструкций
1. Высокая прочность и малый вес
Характеристики материала: Сталь обладает высокой прочностью и малым весом и на 30–50 % легче бетонных конструкций при той же нагрузке, что снижает затраты на транспортировку и подъем.
Высокая несущая способность: подходит для крупногабаритных и крупногабаритных транспортных сценариев (например, для перевозки компонентов мостов, крупногабаритного оборудования).
2. Модуляризация и стандартизация
Быстрая сборка: готовые компоненты производятся на заводе, что обеспечивает быструю сборку на месте и сокращает время строительства (более чем на 50% быстрее, чем при использовании традиционных методов).
Гибкая адаптация: настраиваемые размеры модулей для удовлетворения различных транспортных потребностей (например, контейнеры или модульные здания).
Подробная информация о продукте
Представлять
Процесс производства изделий из стальных конструкций для транспортных систем обычно включает проектирование, закупку сырья, обработку и изготовление, контроль качества, обработку поверхности, транспортировку и монтаж. Ниже приводится подробное описание процесса:


1. Фаза проектирования
Анализ требований: уточнение требований заказчика, определение назначения системы (например, логистические перевозки, складское оборудование), грузоподъемности и условий эксплуатации.
Проектирование конструкций: используйте программное обеспечение для CAD/3D-моделирования (например, SolidWorks, Tekla) для проектирования стальных конструкций, включая фермы, кронштейны, рельсы и другие компоненты.
Механический расчет: проверка прочности, жесткости и устойчивости конструкции с помощью анализа методом конечных элементов (FEA).
Вывод чертежей: создание производственных чертежей, сборочных чертежей и спецификаций материалов (BOM).
2. Закупка сырья
Выбор стали: приобретайте стальные профили (двутавровые, двутавровые балки), стальные листы, стальные трубы и т. д. в соответствии с требованиями проекта. Обычно используются материалы Q235B/Q355B (китайский стандарт) или ASTM A36/A572 (международный стандарт).
Вспомогательные материалы: болты, сварочные прутки, антикоррозийные покрытия и т.д.
3. Переработка и производство
(1) Резка
Для резки стали используйте газорезательные машины, лазерную резку или пильные станки, чтобы обеспечить точность размеров.
Удалите заусенцы с режущих кромок и отполируйте.
(2) Формирование
Гибка/Вальцовка: холодная или горячая гибка стальных пластин (например, роликов конвейерной ленты).
Сверление/фрезерование: обработка отверстий под болты или точек соединения.
(3) Сварка и сборка
Компонентная сварка: сварка под флюсом, сварка в среде защитного газа CO₂ и т. д. используются для сварки основных конструкций, таких как фермы и кронштейны.
Предварительная сборка: провести пробную сборку на заводе для проверки соответствия и размеров.
(4) Механическая обработка
Прецизионная обработка деталей с высокими допусками (например, рельсовых стыков) для обеспечения плоскостности и точности размеров.
4. Проверка качества
Контроль сварных швов: проверка качества сварки с помощью ультразвукового контроля (УЗК), магнитопорошкового контроля (МПК) или рентгеновского контроля (РК).
Проверка размеров: проверка основных размеров (таких как пролет и вертикальность) на основе проектных чертежей.
Нагрузочные испытания: Проведите имитационные нагрузочные испытания (например, пробную эксплуатацию конвейера).
5. Обработка поверхности
Удаление ржавчины: достижение уровня Sa2.5 (стандарт ISO 8501) путем пескоструйной или дробеструйной обработки.
Антикоррозийное покрытие:
Грунтовка: эпоксидная цинкнаполненная грунтовка;
Промежуточная краска: эпоксидная слюдяная краска на основе оксида железа;
Верхний слой: полиуретановая краска (выбрана в соответствии с экологическими требованиями).
Гальванизация (опционально): горячее цинкование (подходит для использования в условиях высокой коррозионной активности на открытом воздухе).
6. Упаковка и транспортировка
Защитная упаковка: прецизионные компоненты (например, гусеницы) упаковываются в деревянные ящики, чтобы предотвратить деформацию во время транспортировки.
Теги: Отметьте точки подвеса, центр тяжести и показатели влагостойкости.
7. Установка на месте
Базовая проверка: подтверждение положения и ровности закладных деталей.
Сегментный подъем: используйте кран для установки основной конструкции.
Болты/Сварка: Первичная и окончательная затяжка или сварка на месте высокопрочных болтов.
Отладка: регулировка прямолинейности пути и плавности работы конвейера.
8. Передача и приемка
Осмотр заказчиком: проверка технических параметров и подписание актов приемки.
Передача файлов: предоставьте сертификаты на материалы, руководства по эксплуатации и рекомендации по техническому обслуживанию.
АСМЭ СТАНДАРД


Отправьте нам свое сообщение
Похожие продукты



Похожие новости


Успешно представлен на рассмотрение
Мы свяжемся с вами как можно скорее
По адресу: